No one can have missed the immense hype around additive manufacture lately. The number of new materials, products, applications and standards are increasing at an impressive rate. The progress is rapid and many of the products developed are truly marvelous feats of engineering. Currently most of the products that have been, or are being developed, are relatively small with a design envelope of approximately 400x400x800mm and weighing below 20kg. In this range the Powder Bed Fusion and binder jetting processes offer design possibilities unmatched by any other process. For larger parts the Direct Energy Deposition process offers almost equal design flexibility and the possibility to manufacture substantially larger components. Both processes are by now well known to design engineers and metallurgist in most industries all over the world. Less known to many engineers is the fact that there is already a process that offers much of the design flexibility that was previously mentioned with the additive manufacturing processes but with other design and material benefits.
Powder Metallurgy Hot Isostatic Pressing was developed in the 60s for manufacturing of simple shapes in high alloy materials like Alloy 625. During the 80s the technology was developed further when the possibility to manufacture Near Net Shape components with HIP was developed by ASEA in Surahammar Sweden, the very same company that has evolved into MTC Powder Solutions today. The first commercial product was a separator cap developed in the 80s, see figure below.
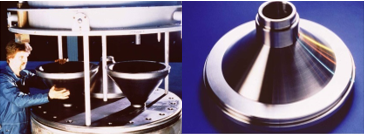
The technology was broadly commercialized in the 90s and the first components for subsea O&G was supplied in 1992, a manifold for use by Marathon Oil in the North Sea.
The O&G industry has since become the largest user of PM NNS HIP and many subsea systems are now designed to be manufactured using HIP. This choice is not solely due to the design benefits of HIP verses the forging process but also from a metallurgical perspective where HIP provides significant benefits over forged material. There are several reasons why HIP is so attractive in the O&G industry and gaining traction in many other industries too. Many of those aspects share common ground with why AM is so attractive to several industries.
Design
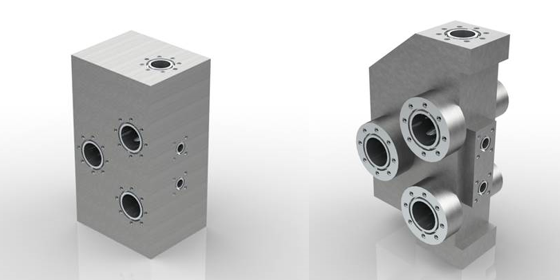
The design flexibility with PM NNS HIP is very high and, in many aspects, matches that of AM, especially on larger components weighing over 500kg. The AM industry has succeeded in constructing a mindset that utilizing material only where it is needed is beneficial i.e. as little material as possible is added to get the desired function and/or strength. This way of thinking should also be adopted when designing for PM HIP. For example forging, the major competing technology to PM HIP, has the mindset of minimal material removal from a block to get the desired function. An example of this is shown in the figure below. With a forged solution the manufacturing would start with a square block whereas the HIP solution the starting block would be a much lighter Near Net Shape HIP blank. The weight of the raw blank, machined weight as well as the amount of material removed in machining can be seen in the table below. It is this design mindset that is fundamentally similar to the AM process and why HIP, in our opinion, should be considered an AM-process. Also note that the HIP design can be optimized even further if weight is critical.

The great design flexibility of PM NNS HIP is used in many industries to make components lighter, more efficient as well as smaller and safer. Some examples are:
- Subsea manifolds where HIP can be used to eliminate welds by combining several parts into one single piece. By doing this the design engineers can not only make systems smaller and lighter, but they can also increase safety by removing welds that are always a weak spot in the component. Furthermore, welding is very expensive, time consuming and a risk point that requires continuous inspection over the components lifetime.

- A Steam chest for a steam turbine where HIP was used to create internal flow paths with greatly improved flow that increased the efficiency of the turbine by more than 30%.

Metallurgy
First of all, PM HIP material is not the porous PM material that many people associate with Powder Metallurgy. Our material is 100% dense, and with properties vastly superior to the porous PM material you often find in gears and other smaller mechanical components. PM HIP also has several metallurgical benefits that other competing technologies, like castings, forgings as well as AM, do not possess. Materials manufactured by PBF or DED have essentially a welded microstructure which brings with it some of the associated problems. HIPed material is completely different, it is consolidated under isostatic pressure and at a temperature well below the melting point of the material which means the resulting material properties are isotropic with very fine-grained microstructure. One can think of the process like slowly forge welding together millions of tiny spherical ingots (powder particles), at a maximum 500µm in size. The resulting 100% dense, isotropic, fine grained and super clean material has superior material integrity that is highly sought after in industries like the O&G and nuclear industries.
The combination of these design and metallurgical possibilities using HIP creates unique possibilities to manufacture multi-material components or compound solutions a reality. MTC Powder Solutions has manufactured compound components and parts with up to four different materials. In fact, In one of our prototypes 12 different alloys were utilized, all metallurgically bonded together with excellent bond strength. This part, an exhaust valve for a marine 2-stroke ship engine, can be seen in figure below.
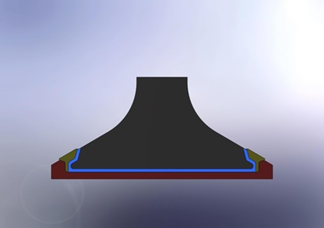
The valve consists of a forged valve steel substrate onto which three different alloys have been HIPed. Each material with its specific function to provide optimum performance in the various areas of the part. Corrosion resistance where needed and wear resistance where it’s needed.
Using HIP combined with powder metallurgy ensures materials with properties and compositions can be manufactured that cannot be made with any other technology. A good example of this are the Metal Matrix Composites (MMC) consisting of a hard ceramic phase embedded in a ductile metallic matrix. MTC Powder Solutions has a range of proprietary MMC wear materials for use in parts that are subjected to extreme wear in various conditions. On example is a crusher tooth where our proprietary wear materials are used as a diffusion bonded cladding i.e. a compound material. The teeth supplied by MTC Powder Solutions increase the wear life of the teeth by a factor of 4-6 when comparing to the customer’s previous solution of a tungsten carbide overlaid on carbon steel. This in a crushing application that is one of the toughest in the world.
Post processing and testing
Just as with AM, post consolidation machining is required in most cases and machining of HIPed material is not more complicated than conventional material. In fact, the isotropic material minimal inclusion content means the machining will be very consistent throughout the part minimizing the risk of any unwanted defects and scrap parts. Also, the isotropic material means that any movement by residual stresses is more predictable. In most cases though, the majority of the HIPed component is not machined at all. Normally only mating surfaces are machined e.g. weld preps, seals, hubs and flanges. The rest of the part is left un-machined with the good surface finish from the as-HIPed condition. The surface finish on these as-HIPed surfaces are usually Ra 6-15µm, considerably finer than what can be archived by e.g. most PBF and DED processes.
Since in general most HIPed material is used in industries with very strict material specifications with significant QA requirements, all the produced material goes through rigorous testing and heat treatment after HIP. This usually consist of a full set of destructive and non-destructive testing. The years have shown that material produced with HIP has very stable properties over time and it is very rare that HIPed material does not meet requirements on mechanical properties stated in the specifications. In fact, in the vast majority of cases, HIPed material vastly exceeds the requirements. If the powder used is within spec and of good quality, the process is not very sensitive to consolidation parameters and properties are mainly dictated by powder quality and heat treatment, not the HIP-process. For nondestructive testing like ultrasonic testing, HIPed parts produced by MTC PS have never failed a test in close to 30 years. Furthermore, in the very unlikely event that there is an internal defect in the material, the extremely good UT inseparability of the HIPed materials means that our highly skilled NDE personnel will find it and the customer can rest assure that there will be no surprises down the line.
Compared to Additive Manufacturing
Since HIP has a few years head start on the AM process there has been more time to develop codes and standards, as well as dedicated material specifications in the industry. In the O&G industry for instance, the technology is mature enough that the type of testing that needs to be performed to verify the material as sound is renowned. Despite this, after close to 30 years of supplying to the HIP-industry, testing is still often performed according to specifications aimed at forgings. A good example is the requirement to test mechanical properties in two directions. Something that is not needed with the isotropic HIPed material. This really shows it takes a very long time to get widespread acceptance and develop relevant codes and standards for a new process. A work that has unfortunately been slow for HIP but seems to be going very well for the AM industry. We have high hopes that this trend and hard work done by the AM community will accelerate and support a similar development for HIP.
PM NNS HIP is in general considered a process for manufacturing of parts above 100kg in small quantities. While that is true for the most part there are exceptions for this. A great example is fuel nozzles for 2-stroke ship engines, a product that has been manufactured using HIP for 15-20 years.
The very first generation was manufactured in solid Co-base alloy and has since then developed into a number of generations using a solution with a tool steel base cladded with a Ni-base alloy for corrosion resistance. That part weighs less than 200g and has been manufactured in the hundreds of thousands of parts over the years. To meet the extremely high quality requirements combined with a competitive price new and improved manufacturing processes has been developed continuously together with new generations of the nozzles.
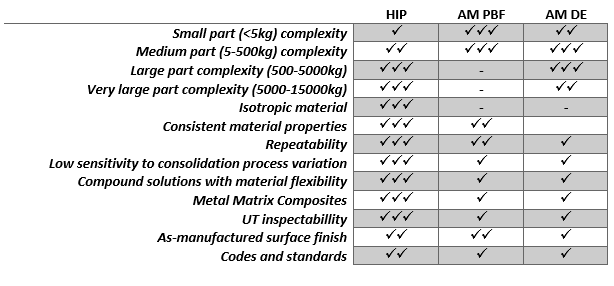
The table below illustrates some of the differences in technical characteristics of PM NNS HIP to two different AM processes. As can be seen there are a lot of similarities between the technologies but also some fundamental differences.
AM is not considered a competing technology to PM NNS HIP, rather a complementary process that can do many things that HIP cannot. At the same time HIP can do things AM cannot. The technological possibilities with both processes are immense. In our opinion the broad spectrum of possibilities with PM NNS HIP are even bigger than PBF and DED. The biggest hurdle is getting more engineers aware of the process and start thinking HIP already in the first design stages of a new product. Equally important is to change the mindset of engineers and purchasers to stop thinking cost/kg of material and start thinking total cost of ownership. For over 30 years we have helped our customers’ products become, safer, lighter, stronger, more efficient, you name it. Get in contact with us and we will work with you to reduce your total cost of ownership using powder and HIP.