By “Duplex Stainless Steels” (DSS) we mean two-phase alloys in which the constituents ferrite and austenite are present in separate volumes and in approximately equal volume fractions. The terms ferrite and austenite refer to the crystal structures characteristic of ferritic and austenitic steels. Although DSS constitute a rather small group of all stainless steels (SS) they are very important in specific applications owing to their unusual combination of mechanical and corrosion properties. Austenitic Stainless Steels, representing more than 50% of all stainless steels, are ductile and formable but suffer from sensitivity to stress corrosion cracking. On the other hand, Ferritic Stainless Steels are more or less immune to stress corrosion cracking, are relatively brittle, show a limited formability and are difficult to weld. Fortunately, DSS seem to inherit the best properties of ferrite and austenite resulting in a material, which is both ductile and resistant to stress corrosion cracking. Furthermore, they are typically twice as strong as austenitic and ferritic SS and readily weldable.
The earliest examples of commercial DSS date back to the 1930’s but it was not until decades later that they attracted interest more widely. The reason can be found in new process metallurgical techniques emerging during the 1970’s that enabled the use of nitrogen as an alloying element. As a consequence, the content of crucial alloy elements could be controlled very precisely to achieve the desired balance between austenite and ferrite, which is a necessity in optimizing the final properties.
During the course of rapid development in the 1980’s the term Super Duplex Stainless Steels (SDSS) was introduced to define DSS with exceptional corrosion resistance. Pitting corrosion resistance is essential in many applications because it often initiates other types of corrosion. Experience has shown that the resistance to pitting corrosion can be estimated from the concentration of mainly chromium, molybdenum and nitrogen. A so-called PRE-number* can be defined and if this number exceeds 40 the alloy is regarded as a SDSS. For optimum properties, the alloy is produced in such a way that this number is equal in both phases of the DSS. Here, the element nitrogen enriched in austenite plays a crucial role.
In recent years hydrogen induced stress corrosion cracking (HISC) has become an issue. It is now widely accepted that “austenite spacing” is a parameter of decisive importance. Smaller ferrite and austenite phases (grains) will result in a smaller austenite spacing, which is beneficial to the resistance to HISC. It is envisaged in the proposed mechanisms that a fine-grained DSS will lead to alleviated stress concentrations at phase boundaries. Powder metallurgy is particularly suitable in this case as the grain size of the powder can be controlled and minimized.
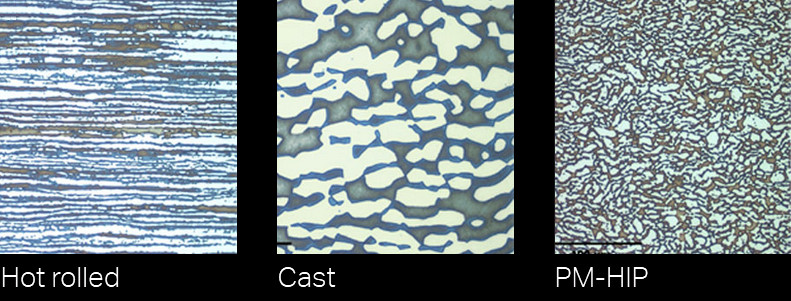
Above you can see the differences in microstructure between standard hot-rolled steel (left) and cast steel (middle), compared with the fine isotropic microstructure of super-duplex stainless steel (right).
In summary, DSS offer many advantages over traditional stainless steels at temperatures up to about 250°C owing to their unique combination of mechanical and corrosion properties. In particular, they are unrivalled in many chloride ion containing environments where pitting corrosion and stress corrosion cracking are potential problems.
About the author:
Jan-Olof Nilsson, Senior Advisor, Materials Technology at MTC Powder Solutions
Jan-Olof has an extensive background in materials technology and especially physical metallurgy. He was heavily involved in the development of the duplex and super duplex family of materials at Sandvik AB, leading the Physical metallurgy department, being key in understanding the material behavior. He has held position as Professor in Physical metallurgy at Chalmers University of Technology in Sweden and published a wealth of articles on materials technology. As from April 2020, Jan-Olof is Senior Advisor, Materials Technology at MTC Powder Solutions.
* PRE (pitting resistance equivalent) = %Cr + 3.3×%Mo + 16×%N