Due to the increased focus on the Total Cost of Ownership (TCO) in many industries the interest for NNS HIP components has increased due to the technology’s ability to reduce cost while still maintaining or even increasing the quality of the material. However, we still see that further cost savings could be achieved in many projects with an earlier implementation of NNS HIP and greater transparency between the project organisation’s various disciplines.
Project organisations normally consist of several disciplines, all of which tasked with the need to reduce the cost for the overall project. The figure below shows the different disciplines for a typical project organisation.
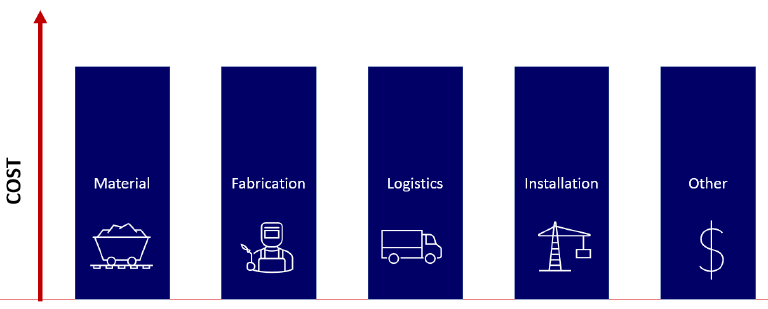
Choosing the right solution which provides the lowest overall cost for a project is complex and challenging as each discipline, in some way, affects the others making the need for transparency and collaboration key to achieving the lowest TCO. A solution which might look favourable for one department might increase the costs for another department and therefore increase the overall cost for the project.
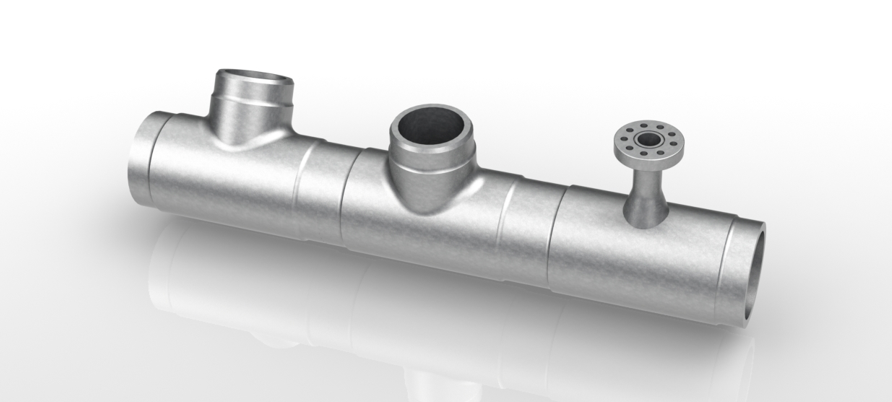
As an example of this issue, it is effective to look at how different levels of transparency in three project organisations results in three different solutions. The results of the different solutions thereby also results in different project costs even though the objective has remained the same; choose the solution with the lowest TCO. To help demonstrate this here we will use a common application for NNS HIP; a manifold section as seen below.
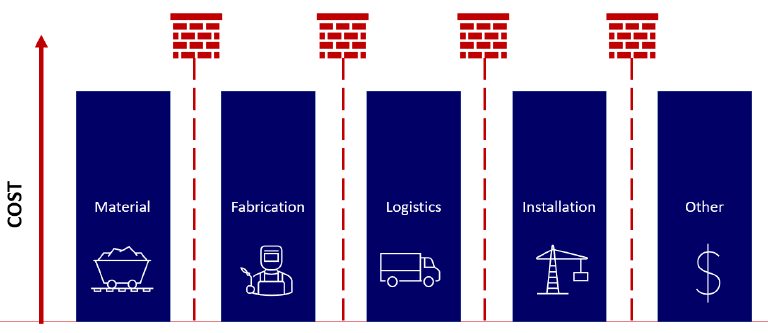
Our first example takes a project organisation with little transparency between the departments, see the figure below, and with the material sourcing department being the department dictating the overall solution.
The sourcing department will instinctively look at reducing the cost of the material and compare different manufacturing technologies often with a “price-per-kilo” approach which would favour a standard forged fitting approach as seen below.
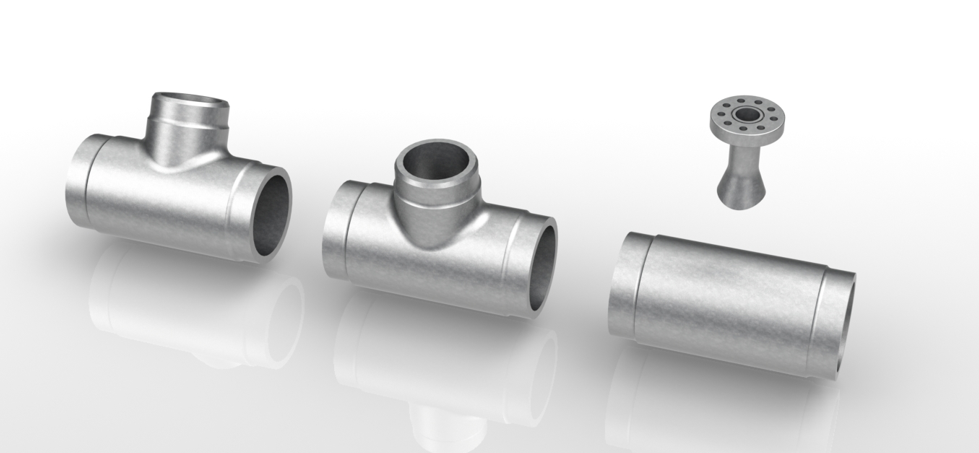
However, the drawback with this solution is an increased fabrication cost due to the need for welding to join the tees, flange, and piping together. The logistical cost would also increase as multiple parts would be needed to be transported to the fabrication yard from various material suppliers.
Our second project organisation example has slightly more transparency between the sourcing, fabrication and logistical departments than the example above. See below:
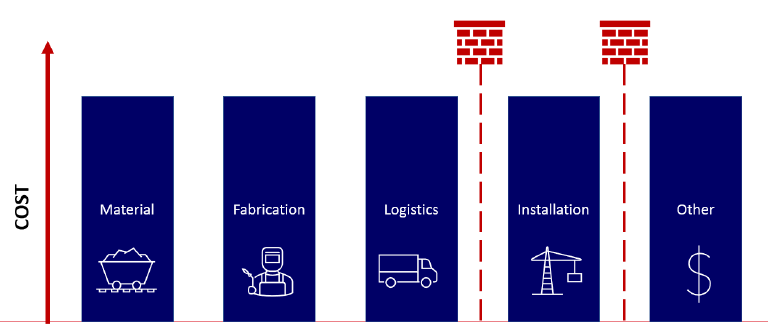
With more involvement of the three departments the fabrication and logistic department can support a solution which can facilitate the TCO target and a perspective which favours a NNS HIP solution with less fabrication as seen in the picture below.
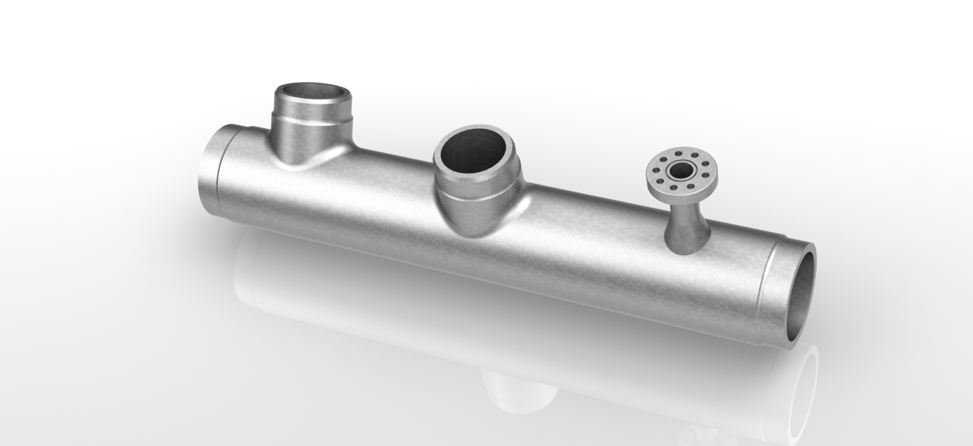
As NNS HIP facilitates the ability to produce parts with integrated branches/flanges, welding is reduced to a minimum. Also, machining can be reduced as only the weld preps and flange require machining. The reduction of parts also has a positive influence on the logistical cost reducing the overall amount of transportations required.
However, the design of the manifold remained the same as the standard fitting and welding approach which results in a failure to capitalize on one of the most effective benefits for using NNS HIP.
In the final project organisation example this project organization have successfully been able to remove all the barriers in place unlocking the opportunity to look at the total picture, as seen below.
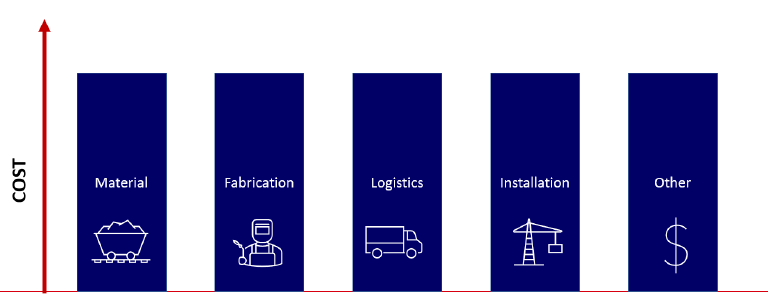
All the departs are working in an integrated fashion in order to discover the best solution for the overall TCO. The solution that arises is a HIPed manifold section with additional beneficial design change added. See below.
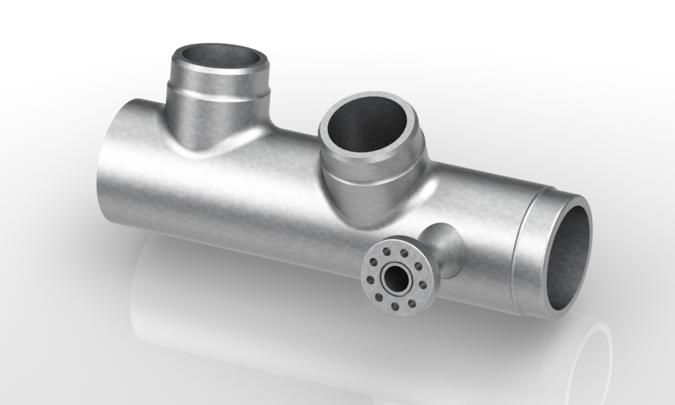
Compared to the second project team the design department have been able to adapt the design to reduce the installation cost by reducing the overall length of the manifold section. NNS HIP enables this to be possible. No welding is required to join tees and flanges removing the weld proximity issue which were present on the initial design. As the initial design originated from a forged fitting and welding approach the distance between the branches and flange was longer than required in terms of a flow perspective.
Consequently, the solution above ensures that the function of the manifold section is maintained but with a reduced length making the overall length of the manifold system shorter and decreasing either deck space on the platform if used topside or subsea template size on the seabed if used subsea.
As the cost tied to installation is often high, an approach integrating NNS HIP already from the design phase, can result in major cost savings on the overall TCO thus making the NNS HIP approach an even more favourable choice in the comparison. If you are already using NNS HIP to reduce fabrication, implement it from the design phase to fully utilize the benefits that the technology has to offer!